







































































































Overview
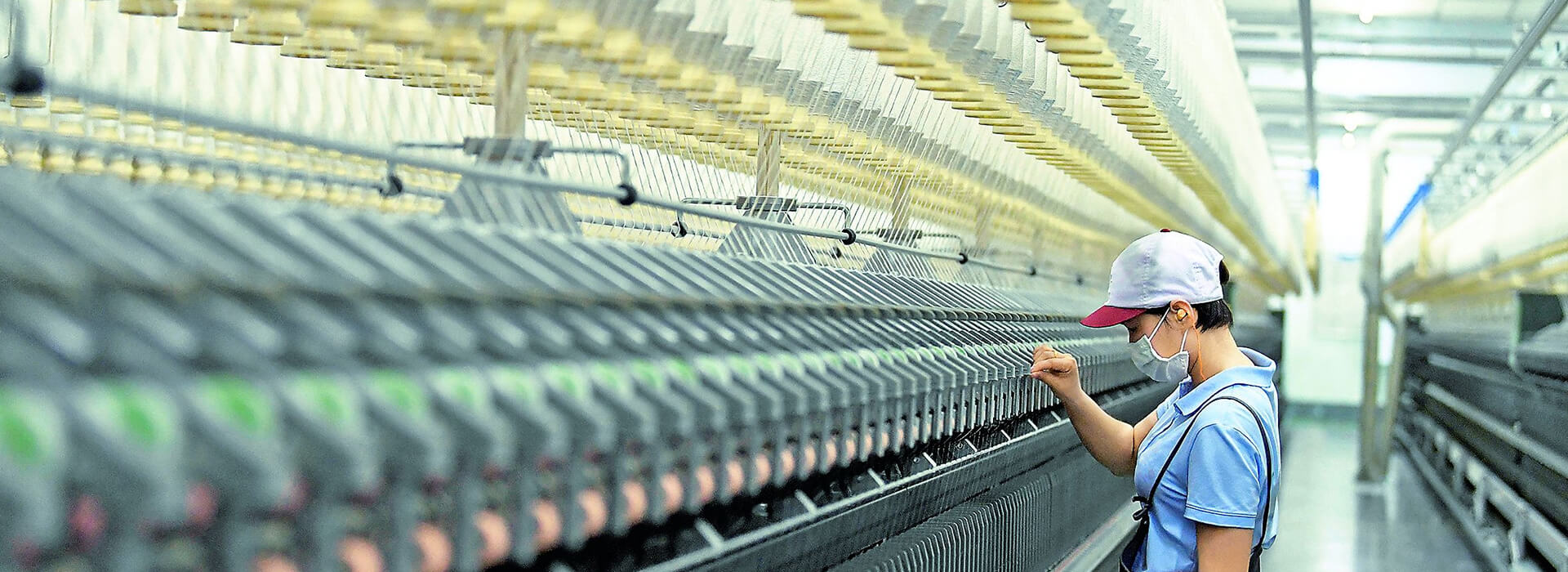
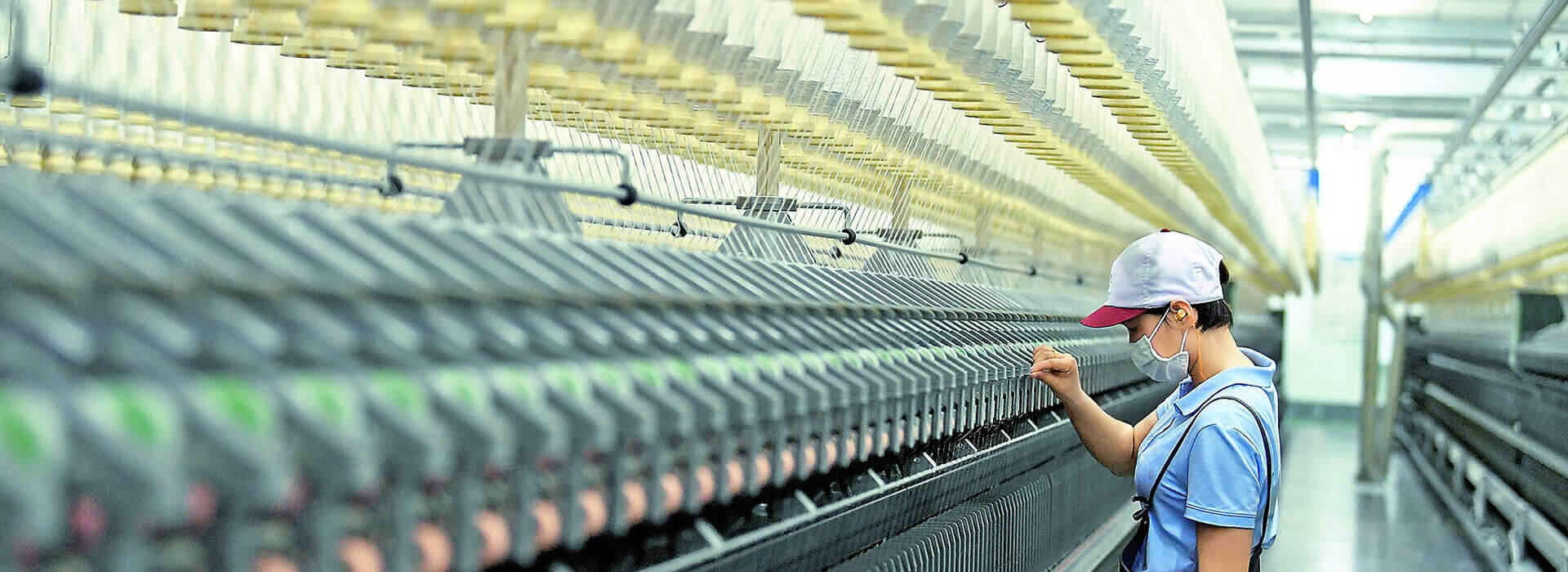
Various industrial management applications based on RFID technology, such as intelligent production line material tracking systems, equipment full-life cycle management systems, supply chain automated collaboration systems, smart warehouse precise inventory systems, and product quality full-process traceability systems, etc. As key support for the core goals of "digitalization, networking, and intellectualization" in Industry 4.0, these applications are deeply integrated into the entire chain from manufacturing to supply chain collaboration. Leveraging the core advantages of RFID technology—non-contact automatic identification, batch reading of multiple tags, and real-time data transmission—they break the limitations of "information silos" and "manual intervention" in traditional industry. On the production line, components affixed with RFID tags can be automatically identified by readers, enabling precise matching of material distribution and production processes to avoid mismatches and omissions. In equipment management, information such as equipment parameters and maintenance records stored in RFID tags can be quickly retrieved, helping predict equipment failures, plan maintenance schedules, and reduce downtime losses. In the supply chain, RFID technology enables full-process visual tracking of raw material warehousing, work-in-progress circulation, and finished product outbound, making supply-demand responses more agile. In addition, data collected by RFID can be synchronized to the industrial internet platform in real time, providing accurate data support for production scheduling optimization, capacity analysis, and quality traceability. This drives the transformation of traditional factories into "data-driven smart factories," significantly improving production efficiency and management refinement.